




































Start
About Pharmec
Our Solutions
Our Service
Our Products
Our Case
News
Contact Us

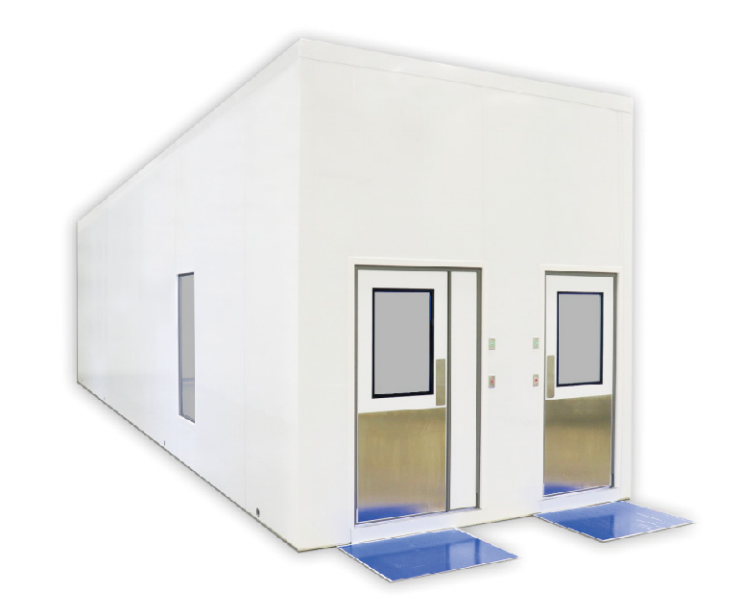
Modular clean rooms are integral to the pharmaceutical industry, providing controlled environments essential for various processes. These clean rooms are constructed using prefabricated components, offering versatility, cost-effectiveness, and rapid deployment. Here's how modular clean rooms benefit the pharmaceutical sector:
Precision Manufacturing: Pharmaceutical companies require controlled environments to ensure the quality and safety of their products. Modular clean rooms provide precisely controlled conditions, minimizing the risk of contamination during drug manufacturing.
Compliance with Regulations: The pharmaceutical industry operates under strict regulatory standards. Modular clean rooms are designed to meet regulatory requirements, providing documentation and validation to ensure compliance with Good Manufacturing Practices (GMP) and other relevant guidelines.
Flexibility: Pharmaceutical processes often evolve, requiring adaptable manufacturing environments. Modular clean rooms offer flexibility, allowing companies to reconfigure or expand clean room facilities as needed to accommodate changing production demands.
Cost-Efficiency: Traditional clean room construction can be costly and time-consuming. Modular clean rooms streamline the construction process, reducing costs and minimizing downtime, ultimately improving operational efficiency and reducing production expenses.
Quality Assurance: Maintaining product quality is paramount in the pharmaceutical industry. Modular clean rooms provide the necessary conditions to minimize airborne particles, ensuring the integrity of pharmaceutical products and safeguarding patient safety.
In summary, modular clean rooms play a crucial role in pharmaceutical manufacturing, providing the controlled environments necessary for producing safe and effective drugs while meeting regulatory requirements.